電阻焊工藝介紹
由于漆(qi)(qi)(qi)(qi)包線(xian)(xian)的(de)表面覆有一層(ceng)絕緣(yuan)薄膜,故沒(mei)辦法直接(jie)采用電(dian)(dian)(dian)阻焊(han)(han)焊(han)(han)接(jie)的(de)方式(shi)。漆(qi)(qi)(qi)(qi)包線(xian)(xian)電(dian)(dian)(dian)阻熱(re)壓(ya)焊(han)(han)需要(yao)將(jiang)端子(zi)設計成特殊的(de)形狀(zhuang)來導通電(dian)(dian)(dian)流,從而獲得焦耳熱(re)來 熔(rong)化絕緣(yuan)漆(qi)(qi)(qi)(qi)層(ceng),在無需預先去除絕緣(yuan)漆(qi)(qi)(qi)(qi)層(ceng)的(de)情況下(xia)實現漆(qi)(qi)(qi)(qi)包�����線(xian)(xian)和端子(zi)的(de)可靠(kao) 連接(jie)。常用電(dian)(dian)(dian)阻熱(re)壓(ya)焊(han)(han)端子(zi)結構(gou)如圖 2 所(suo)示。
2a掛鉤(gou)型 ���� 2b襯套(tao)型
掛鉤型端(duan)子結構將端(duan)子彎(wan)成U型,包裹(guo)住(zhu)漆(qi)包線(通常是單芯)進行焊接。焊接樣品(pin)如圖(tu) 3 所示。焊接過(guo)(guo)(guo)程可以分(fen)為3個階(jie)段:(1)開(kai)始時通過(guo)(guo)(guo)電(dian)(dian)(dian)極對端(duan)子進行加熱(re),電(dian)(dian)(dian)流(liu)只在端(duan)子內通過(guo)(guo)(guo);(2)端(duan)子溫(wen)度持續(xu)升高,此時,由于端(duan)子發(fa)熱(re)使漆(qi)包線的絕緣漆(qi)層(ceng)氣化(hua)被(bei)剝離(li),使芯線露出;(3)電(dian)(dian)(dian)流(liu)一部分(fen)從(cong)掛鉤流(liu)過(guo)(guo)(guo),一部分(fen)從(cong)導線流(liu)過(guo)(guo)(guo),然后,電(dian)(dian)(dian)流(liu)經(jing)過(guo)(guo)(guo)端(duan)子、芯線、端(duan)子的順序流(liu)動,隨著(zhu)電(dian)(dian)(dian)極的加壓力,使端(duan)子與芯線加壓定(ding)型,完成焊接。焊接過(guo)(guo)(guo)程如圖(tu) �������4 所示。
&n������bsp; 掛(gua)鉤型熱壓焊容易出(chu)現的(de)問題有以(yi)下 3 種情況:① 通電初期電流(liu)主要通過端子流(liu)動,如果(guo)電流(liu)上升過快可(ke)能(neng)會導致端子斷裂;② 初始電流(liu)過小,產生的(de)熱量(liang)不足(zu)以(yi)使漆包(bao)線(xi��������an)絕緣漆層剝離氣化,造成焊接部位“夾(jia)生”,致使導通不良;③ 有可(ke)能(neng)出(chu)現焊接壓力過大(da),導致掛(gua)鉤變形量(liang)太大(da)漆包(bao)線(xian)被壓的(de)過扁(bian),使焊接后拉拔力不足(zu),沖(chong)擊振動時(shi)容易造成斷線(xian)。

圖 3 ������掛鉤型(xing)端子熱壓焊樣(yang)品
為(wei)了避免問題①和問題②,我(wo)們一般把(ba)焊(han)接(jie)電(dian)(dian)流設(she)置(zhi)為(wei)兩(liang)段(duan)(或兩(liang)段(duan)以上(shang)) 焊(han)接(jie),并使(shi)用熔(rong)深控(kong)制掛鉤的變形量:第一段(duan)采用較小電(dian)(dian)流,使(shi)端(duan)子軟化并產(chan)生熱量使(shi)漆(qi)包線絕緣漆(qi)層氣化,然后第二(er)段(duan)加大(da)電(dian)(dian)流進行加壓定型,完成焊(han)接(jie)。掛鉤型電(dian)(dian)阻熱壓焊(han)焊(han)接(jie�����)規范設(she)定如圖 5 所(suo)示(shi)。
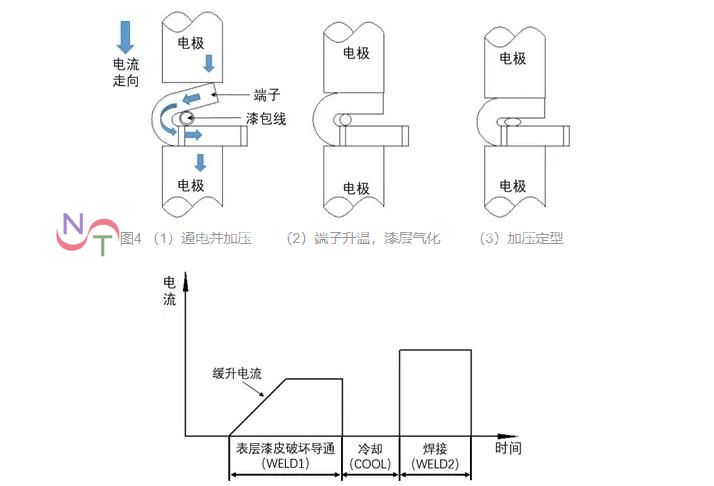
&nb�����sp; &nbs����p; 圖 5 掛鉤型(xing)電(dian)阻(zu)熱壓焊焊接規范設(she)定
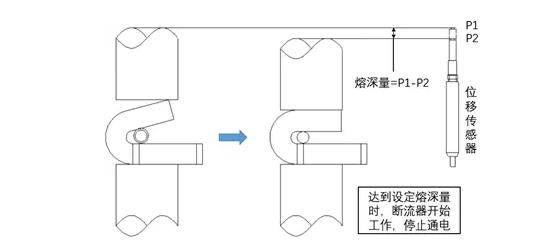
為了(le)解(jie)(jie)決問題③,我們采用在������(zai)焊(han)(han)接電(dian)(dian)極(ji)上安(an)裝位移傳感(gan)器(qi),使用焊(han)(han)接電(dian)(dian)源(yuan)的中(zhong)(zhong)斷(duan)功(gong)能(neng)來(lai)處理:在(zai)開始放電(dian)(dian)前,通過(guo)(guo)(guo)位置(zhi)傳感(gan)器(qi)采集(ji)上電(dian)(dian)極(ji)的位置(zhi) P1;然(ran)后在(zai)放電(dian)(dian)過(guo)(guo)(guo)程中(zhong)(zhong),實時(shi)采集(ji)上電(dian)(dian)極(ji)的位置(z������hi) P2;循環比較(jiao)實時(shi)熔深(shen)量(liang)(P1-P2)與設(she)定熔深(shen)量(liang),當實時(shi)熔深(shen)量(liang)達到設(she)定熔深(shen)量(liang)時(shi),焊(han)(han)接電(dian)(dian)源(yuan)斷(duan)流器(qi)開始工作,停止通電(dian)(dian),結束焊(han)(han)接過(guo)(guo)(guo)程。這個(ge)功(gong)能(neng)可以有效的解(jie)(jie)決掛鉤(gou)型熱壓焊(han)(han)的過(guo)(guo)(guo)壓問題。焊(han)(han)接電(dian)(dian)源(yuan)中(zhong)(zhong)斷(duan)功(gong)能(neng)示(shi)(shi)意圖如圖 6 所(suo)示(shi)(shi)。
�������� 圖(tu) 6 焊接(jie)電源中(zhong)斷功能示意(yi)圖(tu)
掛(gua)(gua)鉤(gou)型(xing)端(duan)子結(jie)(jie)構設計建(jian)議:(1)當漆(qi)(qi)(qi)包(bao)線(xian)(xian)(xian)直徑較(jiao)粗時,由于繞(rao)線(xian)(xian)(xian)張(zhang)力(li)較(jiao)大, 采(cai)用(yong)(yong)全自(zi)動�������(dong)繞(rao)線(xian)(xian)(xian)機(ji)端(duan)子掛(gua)(gua)線(xian)(xian)(xian)比(bi)較(jiao)困(kun)難,端(duan)子可(ke)采(cai)用(yong)(yong)雙掛(gua)(gua)鉤(gou)方(fang)式,根(gen)部掛(gua)(gua)鉤(gou)用(yong)(yong)于固定(ding)漆(qi)(qi)(qi)包(bao)線(xian)(xian)(xian)始(shi)末端(duan),上部掛(gua)(gua)鉤(gou)用(yong)(yong)于焊(han)(han)接,結(jie)(jie)構如圖(tu) 7 所示;(2)端(duan)子鍍錫(xi)會提(ti)高焊(han)(han)接強度。錫(xi)的(de)(de)熔點比(bi)銅低,錫(xi)鍍層熔化后可(ke)以跟漆(qi)(qi)(qi)包(bao)線(xian)(xian)(xian)和端(duan)子進(jin)(jin)一步潤(run)濕,大大增加了(le)接觸面積,可(ke)以提(ti)高焊(han)(han)接的(de)(de)可(ke)靠性;(3)對(dui)于較(jiao)細的(de)(de)漆(qi)(qi)(qi)包(bao)線(xian)(xian)(x������ian)線(xian)(xian)(xian)圈,可(ke)以將漆(qi)(qi)(qi)包(bao)線(xian)(xian)(xian)先(xian)進(jin)(jin)行絞(jiao)并,再進(jin)(jin)行焊(han)(han)接,以提(ti)高焊(han)(han)接強度。絞(jiao)合樣品圖(tu)片如圖(tu) 8 所示。

&n������bsp; &nb�����sp; 圖 7 雙掛(gua)鉤結構(gou)示意圖 /漆包(bao)線絞合(he)焊(han)接樣品/掛(gua)鉤型端子結構(gou)熱壓焊(han)金相圖
襯套(tao)型端(duan)子(zi)結構(gou)焊接(jie)過(guo)程如圖(tu)10 所示(shi),跟上面(mian)介紹(shao)的(de)掛(gua)線鉤端(duan)子(zi)結構(�����gou)類似, 電(dian)流(liu)初始時(sh�������i)只通過(guo)端(duan)子(zi)套(tao)管的(de)外(wai)壁,產生的(de)電(dian)阻(zu)熱使絕(jue)緣漆層(ceng)氣化(hua)剝離(li),隨著焊接(jie)過(guo)程的(de)進(jin)行,在上下(xia)電(dian)極的(de)壓力(li)作用下(xia),漆包(bao)線與端(duan)子(zi)套(tao)筒直接(jie)焊接(jie)為一(yi)體。焊接(jie)樣品(pin)剖(pou)面(mian)如圖(tu) 11 所示(shi)。
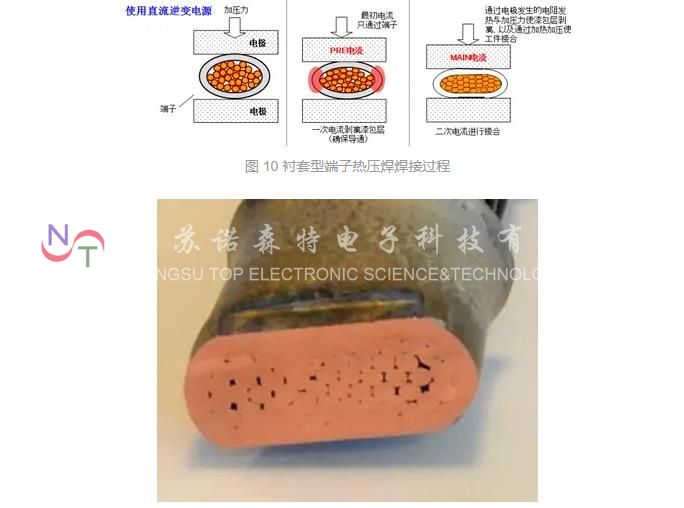
&n��������bsp; 圖 11 襯套(tao)型端子熱壓焊(han)樣(yang)品剖面
圖(tu) 12 為襯套型端(duan)子熱(re)壓(ya)焊樣品金(jin)(jin)相圖(tu),圖(tu)片(pian)(pian)從(cong)左到右依(yi)次展示了熱(re)壓(ya)焊各個階段(duan)的(de)金(jin)(jin)相圖(tu)。從(cong)左邊(bian)的(de)圖(tu)片(pian)(pian)可以(yi)明顯的(de)看到漆包線(xian)的(de)絕緣(yuan)漆層(深褐色區域(yu));經過第二階段(duan)的(de)熱(re)壓(ya)焊后,絕緣(yuan)漆層氣(qi)化剝離,芯(xin)線(xian)和(he)芯(xin)線(xian)之間形成(cheng)氣(qi)孔(黑色 區域(yu)),如(ru)中間的(de)圖(tu)片(pian)(pian)所示;在連(lian)續多(duo)段(duan)電(dian)流和(he)加(jia)壓(ya)力的(de)同時作(z������uo)用下,端(duan)子內(nei)部空間進一步壓(ya)縮,氣(qi)孔消失,端(duan)子和(he)芯(xin)線(xian)焊接為一體。
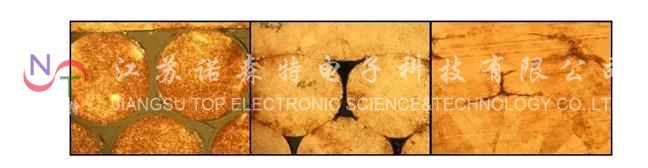
圖 12 襯套(tao)型端子(zi)熱(re)壓(ya)焊(han)樣品(p��������in)剖面
對于一些結構比(bi)較不適合使(shi)�������用(yong)掛鉤型(xing)端子的(de)線圈,比(bi)如針式的(de)引出端,可以(yi)采用(yong)銅(tong)管或銅(tong)帽(mao)包覆焊接(jie)方(fang)式,如下圖 13 所示(shi),同樣可以(yi)使(shi)用(yong)電阻熱壓焊的(de)方(fang)式焊接(jie)。
&nbs�����p; &������nbsp; 圖 13 針式引出端(duan)子(zi)銅管熱壓焊(han)樣品(pin)
對于大型(xing)馬達繞(rao)組(zu)引接線(xian)(xian)(xian)(xian)(漆包線(xian�������)(xian)(xian)(xian))與外(wai)部(bu)導線(xian)(xian)(xian)(xian)的連接,可以直(zhi)接將繞(rao)組(zu)引接線(xian)(xian)(xian)(xian)和外(wai)部(bu)導線(xian)(xian)(xian)(xian)使用襯套包覆(fu),直(zhi)接采用電阻熱壓焊(han)的方式進(jin)行焊(han)接。焊(han)接樣品圖片如圖 14 所示。

&nb�������sp; &nbs����p; 圖 14 大型馬(ma)達繞組引接(jie)線與外部導線電阻熱壓焊(han)樣品(pin)
通常襯套(tao)型(xing)端子結構的焊(han)接(jie)截面積較大,推����(tui)薦(jian)使用(yong)多(duo)脈(mo)(mo)沖(chong)焊(han)接(jie)模式進行焊(han)接(jie),通過在(zai)脈(mo)(mo)沖(chong)與脈(mo)(mo)沖(chong)之(zhi)間設置冷(leng)卻時(shi)間,以促進漆(qi)包線氣(qi)化后(hou)煙塵的排出。焊(han)接(jie)規范設定示意圖如圖 15 所(suo)示。



������ ������� 圖 15 襯套型電阻熱壓焊(han)焊(han)接規范設定
作者:極客焊匠(jian�����g) //www.bilibili.com/read/cv11790800 出處:bilibili

我們的優勢
1.具(ju)有國內企業所不具(ju)備的(de)焊接工藝技術(shu):
2.我公司擁有多(duo)年的精(jing)密焊(han)接研發,對材料和(he)焊接工藝有(you)著������(zhu)非(fei)常深度的(de�����)理解,完全有(you)可能助(zhu)你找(zhao)到優佳的焊接(jie)解決(jue)方案。
3.售后服務好(hao),公司(si)有接多位研發及焊接工藝工程師,對全國售(shou)后服務能作(zuo)出及時處(chu)理。
工(gong)件(jian)打樣
工(gong)廠(chang)內備有(you)多種功率的精密逆變點焊機(碰焊機)、熱(re)壓(ya)焊機、縫焊機,并且有(you)幾百(bai)種適合(he)不同(tong)產(chan)品的夾(jia)(jia)具、焊頭(還(huan)可根據產(chan)品設計夾(jia)(jia)具、焊頭),無論貴司有(you)任(ren)何(he)產(chan)品存在焊接(jie)難(n�����an)點問題(ti),歡迎您來我司(或將工(gong)件寄(ji)到我司)焊接(jie)打(da)樣,我們工(gong)程師多年的“電阻焊(han)研究”和對焊�������(han)接工藝的深度(du)理解(jie)(jie),都有(you)可能幫你找到更好的焊(han)接解(jie)(jie)決方案(an)。
公司本著“領先國內(nei),挑(tiao)戰(zhan)國外,與時俱進”的研發設計發展理念 本著(zhu)(zhu)(zhu)振興民族品牌宗旨,以(yi)技術為根基,以(yi)品質延生命,以(yi)服務贏(ying)口碑(bei);本著(zhu)(zhu)(zhu)執著(zhu)(zhu)(zhu)的工匠精神,爭做(zuo)客戶的不二優秀供應(ying)而。技術戰(zhan)略�����上,聯(lian)合高校,倡學軍民融合方針,發揮(hui)資(zi)�������源優勢
“穩定壓倒切,發揮(hui)團隊(dui)效能” 公(gong)司心(xin)人(ren)才團隊(dui)穩定, 持續培養并引進行業(ye)優秀人(ren)才,核心(xin)硬(ying)件(jian)或者(zhe)部件(jian)均采用國際(ji)知名品牌 讓(rang)精(jing)致產品和至上服務成就專(zhuan)業(ye),讓(rang)專(zhuan)業(ye)鑄就解煌,公(gong)同目前(qian)主要產品包括:螺母點焊機(ji),精(jing)密(mi)電阻������點焊機(ji),脈沖(chong)熱壓焊接(jie)機(ji),自(zi)動化專(zhuan)機(ji)及(ji)焊接(jie)配件(jian)。目前(qian)廣泛(fan)應用領域:汽車制造、消費電子(zi)、醫療(liao)電子(zi)、電子(zi)器件(jian)及(ji)傳(chuan)感器,電光(guang)源(yuan)、航空航天電子(zi)及(ji)科研機(ji)構(gou)和軍工(gong)領域;
“萬(wan)涓成流,海納百(bai)川:來(lai)日方長,鑒證成長”走(zou)公同特色(se)之(zhi)路、讓客戶認可,讓價值(zhi)閃光,讓合作成為��������必燃
公司擁有多名資(zi)深焊(han)接右(you)家,焊接設備(bei)(bei)穩定(ding)可常(chang),焊接工藝嫻熟(shu)。 此������������外,針對市場要(yao)求或客戶要(yao)求,快(kuai)捷制作技術方案(an),快(kuai)研發,為(wei)(wei)客戶定(ding)制優質的設備(bei)(bei),為(wei)(wei)客戶生保駕護航
熱歡(huan)迎(ying)廣大(da)新老戶前來公(gong)������司參觀指導,工于心,匠于品(pin)。共(gong)享共(go����ng)進共(gong)贏!
 中文
中文

 微信公眾(zhong)號
微信公眾(zhong)號 無錫阿里店鋪
無錫阿里店鋪 自動焊接設備生產廠家
自動焊接設備生產廠家 精密焊接設(she)備生產廠(chang)家
精密焊接設(she)備生產廠(chang)家 電焊機(ji)廠家店
電焊機(ji)廠家店