本發明涉及(ji)一(yi)(yi)(yi)種接(jie)(jie)線的焊(han)(han)(han)接(jie)(jie)工藝,當接(jie)(jie)線的焊(han)(han)(han)接(jie)(jie)機構工作時,接(jie)(jie)線的焊(han)(han)(han)接(jie)(jie)工藝包(bao)括以下(xia)步(bu)(bu)驟(zou):拍(pai)攝(she)步(bu)(bu)驟(zou)將(jiang)產(chan)(chan)(chan)品(pin)(pin)(pin)夾持(chi)固(gu)(gu)定并(bing)拍(pai)攝(she)產(chan)(chan)(chan)品(pin)(pin)(pin)得到圖(tu)像數據(ju):運(yun)算(suan)步(bu)(bu)驟(zou):根據(ju)圖(tu)像數據(ju),計算(suan)確定產(chan)(chan)(chan)品(pin)(pin)(pin)位置和產(chan)(chan)(chan)品(pin)(pin)(pin)尺寸(cun)規(gui)格;規(gui)劃產(chan)(chan)(chan)品(pin)(pin)(pin)焊(han)(han)(han)點(dian)(dian)區域:并(bing)������計算(suan)產(chan)(chan)(chan)品(pin)(pin)(pin)一(yi)(yi)(yi)側(ce)扭轉(zhuan)(zhuan)(zhuan)圈(quan)數和焊(han)(han)(han)接(jie)(jie)線輸送量:轉(zhuan)(zhuan)(zhuan)動(dong)步(bu)(bu)驟(zou):旋轉(zhuan)(zhuan)(zhuan)產(chan)(chan)(chan)品(pin)(pin)(pin)一(yi)(yi)(yi)側(ce)至(zhi)計算(suan)的扭轉(zhuan)(zhuan)(zhuan)圈(������quan)數:焊(han)(han)(han)接(jie)(jie)步(bu)(bu)驟(zou):輸送計算(suan)的焊(han)(han)(han)接(jie)(jie)線輸送量,對產(chan)(chan)(chan)品(pin)(pin)(pin)進(jin)行焊(han)(han)(han)接(jie)(jie):檢驗步(bu)(bu)驟(zou):將(jiang)產(chan)(chan)(chan)品(pin)(pin)(pin)一(yi)(yi)(yi)側(ce)夾緊(jin),并(bing)松開產(chan)(chan)(chan)品(pin)(pin)(pin)另一(yi)(yi)(yi)側(ce),使得產(chan)(chan)(chan)品(pin)(pin)(pin)發生扭轉(zhuan)(zhuan)(zhuan):拍(pai)攝(she)并(bing)記錄焊(han)(han)(han)點(dian)(dian)數據(ju):判(pan)定若(ruo)焊(han)(han)(han)點(dian)(dian)不牢固(gu)(gu),重復轉(zhuan)(zhuan)(zhuan)動(dong)步(bu)(bu)驟(zou):判(pan)定若(ruo)焊(han)(han)(han)點(dian)(dian)牢固(gu)(gu),則松開產(chan)(chan)(chan)品(pin)(pin)(pin)一(yi)(yi)(yi)側(ce)并(bing)取出產(chan)(chan)(chan)品(pin)(pin)(pin)。解決了現(xian)有方案中計算(suan)焊(han)(han)(han)點(dian)(dian)是否(fou)牢固(gu)(gu)則存在誤差電線的線芯沒有焊(han)(han)(han)接(jie)(jie)在焊(han)(han)(han)點(dian)(dian)位置,焊(han)(han)(han)接(jie)(jie)的是否(fou)牢固(gu)(gu)攝(she)像頭是無法判(pan)斷的問(wen)題。
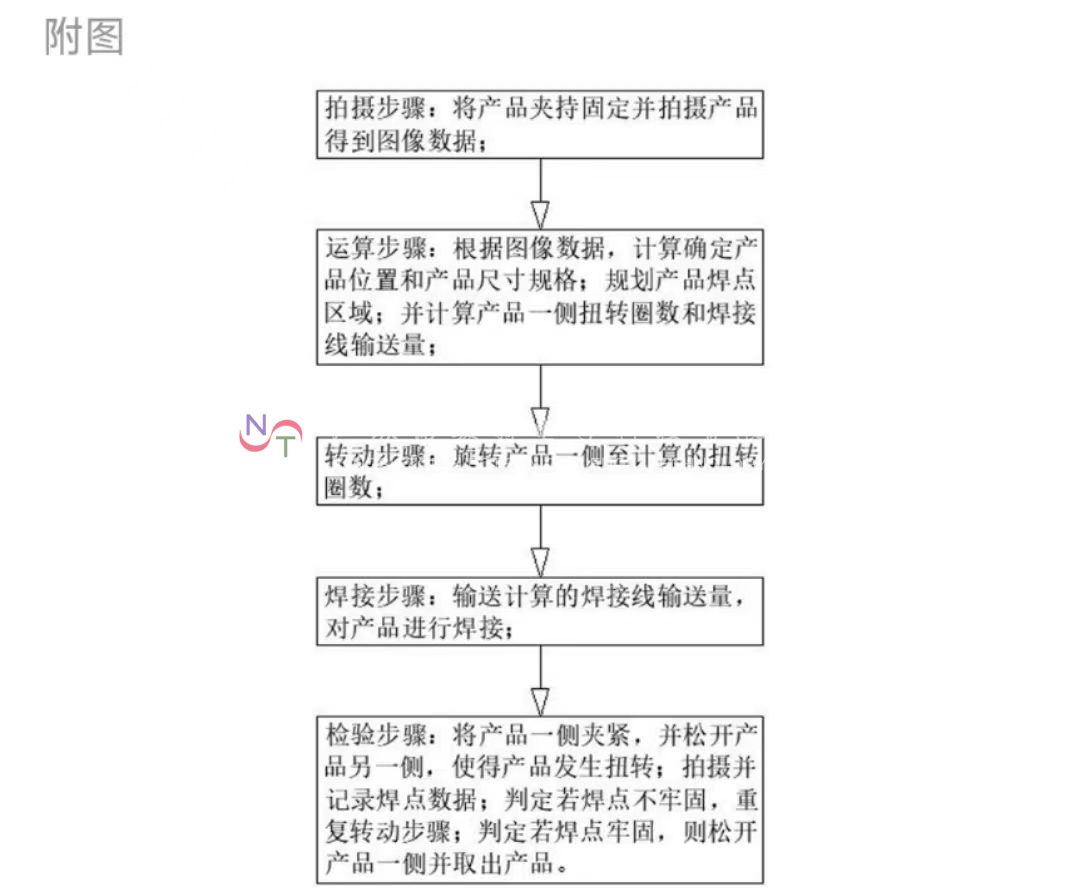
�������;1.其特征在干:當接線的焊接機構工作時,接線的焊接工藝包括以(yi)下步驟:
拍������(pai)攝步驟:將產(chan)品(pin)夾持固(gu)定(ding)并拍(pai)攝產(chan)品(pin)得到(dao)圖像������數據;
運算(suan)步驟:根(gen)據圖(tu)像數(shu)據,計�������算(suan)確定產(chan)(chan)品(pin)位置和(he)產(chan)(chan)品(pin)尺寸規格(ge):規劃�������(hua)產(chan)(chan)品(pin)焊點區域:并計算(suan)產(chan)(chan)品(pin)一側扭轉(zhuan)圈數(shu)和(he)焊接線輸送量:
轉動(dong)步(bu)驟:旋轉產(chan)品(pin)一側至計(ji)算的扭轉圈數:
焊�����接步驟:輸送(song)計算的焊接線(xian)輸送(song)量(liang),對產品進行焊接;
檢(jian)驗步驟:將產(chan)(chan)品(pin)一(yi)側(ce)夾緊,并松開產(chan)(chan)品(pin)另一(yi)側(ce),使(shi)得產(chan)(chan)品(pin)發生扭轉:拍攝并記錄焊點數據:判(pan)定(ding)若(ruo)焊點不(bu)牢固(gu),重(zhong)復轉動步驟:判(pan)定(ding)若(ruo)焊點牢固(gu),則松開產(chan)(chan�������)品(pin)一(yi)側(ce)并取出產(chan)(chan)品(pin)。
2.如權(quan)利要求1所述的(de)接線(xian)的(de)焊接工藝(yi),其特征在(zai)干:拍(pai)攝步驟中通過多位置、多角度拍(pai)攝產(chan)品得到圖(tu)像數據(ju):并(bing)將圖(tu)像數據(ju)進行復驗�����成(cheng)像:
位于產品上方攝像(xiang)頭拍攝產品,得到多組平面圖像(xiang)數據,平面圖像(xiang���)數據之間(jian)進行交叉復驗;
位于(yu)產(chan)品側面攝(she)像(xiang)頭拍攝(she)產(chan)品,得到多組高度圖像(xiang)數(shu)(shu)������據,高度圖像(xiang)數(shu)(shu)據之間進行�������交叉復驗:
將����平面圖(tu)像(xiang)(xiang)數(shu)據(ju)和(he)高度圖����(tu)像(xiang)(xiang)數(shu)據(ju)得(de)到產品立體圖(tu)像(xiang)(xiang)數(shu)據(ju)。
&�����nbsp;3.如權利要求2所述的接(jie)線的焊接(jie)工藝,其(qi)特征在于:轉(zhuan)動步(bu)驟(zou)中根據產(chan)品(pin)尺寸������規格(ge)數(shu)據調整旋轉(zhuan)產(chan)品(pin)一側(ce)的速度;
&n������bsp; 4.如權利要求2所(suo)述的接線的焊接工藝(yi),其特征在于:焊接步驟中還包括輔(fu)拍過程:
產品(pin)焊(han)(han)接(jie)前,焊(han)(������han)頭接(jie)觸(chu)產品(pin)焊(han)(han)接(jie)位置,拍(pai)攝并記(ji)錄(lu)產品(pin)變形量����;
產(chan)品(pin)焊(han)(han)接后(ho�����u),拍攝產(chan)品(pin)焊(han)(han)點區(qu)域(yu),拍攝并記錄產(chan)品(pin)焊(han)(han)點區(qu)域(yu)數據。
5.如權利要求2所述的(de)接(jie)線的(�����de)焊(han)接(jie)工藝,其特征(zheng)在于:焊(han)接(��������jie)步驟中還包括焊(han)頭循環冷卻過程。
6.如(ru)權利(li)要求5所述的(de)(de)接(jie)線的(de)(de)焊接(jie)工藝(yi),其特征在(zai)(zai)于:檢驗(yan)步驟中(zhong)判定若(ruo)產品焊點不牢固存在(zai)(zai)兩種過程(cheng):拍攝(she)扭轉(zhuan)過程(cheng)將扭轉(zhuan)過程(cheng)分為(wei���)包括開始扭轉(zhuan)的(de)(de)第一扭轉(zhuan)過程(cheng)和包括扭轉(zhuan)結束的(de)(de)第二扭轉(zhuan)過程(cheng):
焊(han)(han)點(dian)不牢固發生在第一(yi)扭轉(zhuan)過(guo)程時:拍(pai)攝焊(han)(han)點(dian)暴露(lu)(lu)面積(ji)(ji):若焊(han)(han)點(dian)暴露(lu)(lu)面積(ji)(ji)較大,調整焊(han)(han)頭(tou)(tou)位(wei)移(yi)量、焊(han)(han)接線輸(shu)送量和焊(han)(han)頭(tou)(tou)冷卻速度:若焊(han)(han)點(d�����ian)暴露(lu)(lu)面積(ji)(ji)較小,調整焊(han)(han)頭(tou)(tou)位(wei)移(yi)量和焊(han)(han)頭(tou)(tou)冷卻速度;
焊(han)點(dian)不牢固發生在第二扭(niu)轉(zhuan)過程時:拍攝焊(han)點(dian)暴(bao)露(lu)(lu)面(mian)積:若焊(han)點(dian)暴(bao)露(lu)(lu)面(mian)積較大,調整焊(han)頭位移量(liang)(liang)(liang)、焊(han)接線輸送量������(liang)(liang)�����(liang)和焊(han)頭冷卻速度;若焊(han)點(dian)暴(bao)露(lu)(lu)面(mian)積較小,調整焊(han)頭位移量(liang)(liang)(liang)。
&n������bsp; 7.如權利要求6所述的接線的焊接工�������藝,其特征(zheng)在(zai)于:
第(di)一(yi)扭轉過程中若焊(han)點暴露面積(ji)較大,調(diao)整焊(han)頭位移(yi)量(liang)、焊(han)接線輸(shu)(shu)送(song)量(liang)和焊(han)頭冷卻(que)速(su)度(du)均大于第(di)二(er)扭轉過程中若焊(han)點暴露面積(ji)較大,調(diao)整焊(han)頭位��������移(yi)量(liang)、焊(han)接線輸(shu)(shu)送(song)量(liang)和焊(han)頭冷卻(que)速(su)度(du);
第(����������di)一(yi)扭轉過程(cheng)中若焊點暴露面積較小(xiao)(xiao),調整(zheng)焊頭(tou)位移量(liang)大(da)于第(di)二扭轉過程(cheng)中若焊點暴露面積較小(xiao)(xiao),調整(zheng)焊頭(tou)位移量(liang)。
 中文
中文

 微信公眾號(hao)
微信公眾號(hao) 無(wu)錫阿(a)里店(dian)鋪
無(wu)錫阿(a)里店(dian)鋪 自動(dong)焊接設備(bei)生產廠家
自動(dong)焊接設備(bei)生產廠家 精密焊接設備(bei)生產廠(chang)家(jia)
精密焊接設備(bei)生產廠(chang)家(jia) 電(dian)焊機廠家店
電(dian)焊機廠家店