很多人大概都聽過(guo)或看過(guo)HotBar這項(xiang)製程,可是(shi)卻不曉(xia��������o)得如何設(she)定HotBar的(de)溫(wen)度(du)。基本上HotBar的(de)溫(wen)度(du)曲線設(she)定其實(shi)跟SMT的(de)reflow原理是(shi)一(yi)樣的(de),它也有(you)所謂(wei)的(de)預(yu)(yu)熱區(qu)、潤濕區(qu)、迴焊區(qu)與(yu)(yu)冷卻區(qu),不過(guo)一(yi)般我們都會跳(tiao)過(guo)預(yu)(yu)熱區(qu)而直接從潤濕區(qu)開始,因(yin)為(wei)HotBar沒有(you)錫膏坍(tan)塌造成錫珠(zhu)與(yu)(yu)錫球的(de)問題,但還是(shi)其他原因(yin)可能產(chan)生錫珠(zhu)與(������yu)(yu)錫球問題,但與(yu)(yu)預(yu)(yu)熱區(qu)無關(guan)。
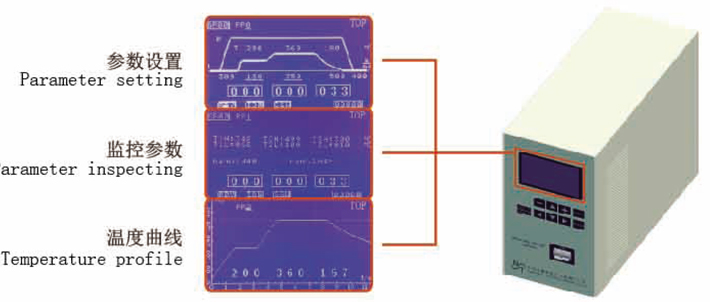
幾乎所有(you)的HotBar熱壓機臺至少(shao)都(dou)會(hui)有(you)兩(liang)個(ge)以(yi)上(shang)的溫度(du)區(qu)度(du)可(ke)以(yi)設定,有(you)些可(ke)能還會(hui)多(duo)加個(ge)������起始溫度(du)設定,也就(jiu)是說一般我們的HotBar溫度(du)曲線(xian)都(dou)會(hui)調成【浸潤式(RSS,Ramp Soak Spike)的。
需要(yao)先提醒您(nin)的,設定HotBar溫(wen)(w�������en)度(du)曲線的時候,一(yi)(yi)定要(yao)使用電��������熱偶(thermocouple)來實際(ji)量測HotBar焊壓時的溫(wen)(wen)度(du),因為機器的溫(wen)(wen)度(du)反饋只是(shi)熱壓頭(thermodes)的溫(wen)(wen)度(du)而已(yi),焊壓時熱壓頭的溫(wen)(wen)度(du)必須要(yao)透過FPC才能傳(chuan)到焊錫面(mian),所以實際(ji)的焊壓溫(wen)(wen)度(du)與熱壓頭之間會(hui)有一(yi)(yi)段落差。
HotBar的第一段溫(wen)度(du)設定(浸潤區(qu))
此(ci)(ci)(ci)區段大(da)概(gai)可以比對成(cheng)Reflow的(de)(de)(de)「浸潤(run)區」,如(ru)果是SAC的(de)(de)(de)錫(xi)膏,這(zhe)個區域(yu)一(yi)(yi)般會設定(ding)在大(da)約150±10°C的(de)(de)(de)區域(yu),如(ru)果是低溫錫(xi)膏,須注意此(ci)(ci)(ci)區段一(yi)(yi)定(ding)要設定(ding)在錫(xi)膏熔(rong)(rong)點以下,此(ci)(ci)(ci)時的(de)(de)(de)錫(xi)膏處于熔(rong)(rong)融前夕﹐錫(xi)膏中的(de)(de)(de)揮發物質會進一(yi)(yi)步������的(de)(de)(de)被去除﹐活(huo)化劑會開始啟動﹐并(bing)有(you)效的(de)(de)(de)去除焊接(jie)表面的(de)(de)(de)氧(yang)化物。同時﹐這(zhe)個區域(yu)會加熱PCB與FPC使其達到(dao)均勻的(de)(de)(de)溫度,這(zhe)段區域(yu)建(jian)議保留(liu)一(yi)(yi)段比較長的(de)(de)(de)時間(個人建(jian)議5~8秒),讓所有(you)待焊接(jie)的(de)(de)(de)部(bu)件都能(neng)達到(dao)相(xiang)同的(de)(de)(de)溫度,須留(liu)意PCB焊墊上是否有(you)大(da)面積(ji)接(jie)地的(de)(de)(de)PIN,容易散失熱量;若(ruo)此(ci)(ci)(ci)段時間過長可能(neng)也��������(ye)會導致錫(xi)膏氧(yang)化問(wen)題﹐以致焊接(jie)后潤(run)濕不良。
此區段的溫度也必(bi)須是所有會被加熱件(jia�������n)(jian)件(jian)(jian)都可以正常長期(qi)承受(shou)的溫度。
HotBar的第一(yi)段(duan)與第二段(duan)溫度上升斜率(lv)
溫度上(shang)升的(de)(de)斜率(lv)(lv)必須低于PCB與 FPC材料規定(ding)的(de)(de)加熱(re)速率(lv)(lv)。不過(guo)一般(ban)這(zhe)兩種材料的(de)(de)耐熱(re)度都很(hen)好,所以(yi)斜率(lv)(l�������v)通(tong)常比一般(ban)的(de)(de)reflow高很(hen)多,不過(guo)還是得(de)注意有些(xie)無滷的(de)(de)軟板與電(dian)路板的(�������de)(de)加熱(re)速率(lv)(lv)承受(shou)度會比較差。
HotBar的(de)第二段溫度(du)設定(迴(hui)焊區)
此區段大概可以(yi)比對(dui)成(cheng)Reflow的(de)「迴焊(han)(han)區」,也就(jiu)液(ye)(ye)態(tai)以(yi)上時(shi)間(TAL, time above liquidous)。達到此區段(峰值(zhi))后(hou)的(d�����e)時(shi)間一(yi)(yi)般不建議太長,一(yi)(yi)則是因(yin)為待(dai)焊(han)(han)接的(de)零部件可能無法長期承受這樣的(de)高(gao)溫(������wen),二(er)來,液(ye)(ye)態(tai)下(xia)的(de)錫膏(gao)會像水一(yi)(yi)樣到處流動,稍(shao)有不慎就(jiu)可能溢(yi)出原來的(de)焊(han)(han)墊(dian)造(zao)成(cheng)短路。
一(yi)般的(de)(de)峰值溫度應(ying)該比錫(xi������)膏(gao)的(de)(de)正常熔點溫度要高出約25~30°C左右,才能(neng)順利的(de)(de)完成焊接作業。如果低于此溫度,則有(you)可能(neng)會造成冷(leng)焊與潤濕不良的(de)(de)缺點。
如果是SAC的(de)(de)錫膏(gao),這個溫��������度大約在250±5°C的(de)(de)左右,維(wei)持的�����(de)(de)時間大概只(zhi)要1~3秒(miao)即(ji)可。
HotBar的冷卻區(qu)
一般認為冷卻區應迅(xun)速(su)降(jiang)溫使焊料(liao)凝(ning)固。迅�����(xun)速(su)冷卻也可以得(de)到較細的合晶結構,提高焊點的強度及焊點��������的光澤(ze)度。
相(xiang)反的(de),在(zai)熔點以(yi)上(shang)緩(huan)慢的(de)冷(leng)卻(que)則容易導(dao)致過(guo)量的(de)介(jie)金(jin)(jin)屬化合(he)物產(chan)生及(ji�������)較大合(he)晶顆(ke)粒,降低(di)抗疲勞強度。所以(yi)採用比較快的(de)冷(len����g)卻(que)速率可以(yi)有效嚇阻介(jie)金(jin)(jin)屬化合(he)物的(de)生成。
HotBar的(de)代壓(ya)(ya)物一(yi)(yi)般放置于室溫中,所以(yi)加熱(re)后會依照材料的(de)特性自動降溫置室溫,會了(le)加速HotBar熱(re)壓(ya)(ya)后的(de)冷卻速率,一(yi)(yi)般會使用壓(ya)(ya)縮空氣(qi)直接吹在焊(han)壓(ya)(ya)物體或熱(re)壓(ya)(ya)頭(tou)上,一(yi)(����yi)方面(mian)可以(yi)獲得較佳的(de)焊(han)接效(������xiao)果,另(ling)一(yi)(yi)方便可以(yi)降低工(gong)時。所以(yi)作業時要確認(ren)是否(fou)有壓(ya)(ya)縮空氣(qi)冷卻。
 中文
中文

 微信(xin)公眾號
微信(xin)公眾號 無錫(xi)阿里店鋪
無錫(xi)阿里店鋪 自動焊接設備(bei)生產(chan)廠家
自動焊接設備(bei)生產(chan)廠家 精密焊(han)接設備生產廠家
精密焊(han)接設備生產廠家 電(dian)焊機廠家店(dian)
電(dian)焊機廠家店(dian)